Сварка полиэтиленовых труб: раструбная, стыковая, терморезисторная
Сварка труб из полиэтилена
Полиэтиленовые трубопроводы
Физические и химические характеристики современных марок полиэтилена позволяют использовать этот материал при строительстве как водопроводов, так и газопроводов.

Следует учитывать, что сварке подлежат лишь трубы одной марки, одного диаметра и одной толщины стенки. Соединение изделий различных марок или с разной толщиной стенки возможно только на специальном терморезисторном сварочном аппарате.
Полиэтиленовые трубы по своим характеристикам не только не уступают традиционным стальным, но и имеют ряд преимуществ: сравнительно недорого стоят, не подвержены коррозии, имеют низкую теплопроводность, обеспечивая минимальные потери на теплотрассах, не лопаются при замерзании в них воды, обладают гибкостью, облегчающей монтаж. Сварка полиэтиленовых труб проще и дешевле, чем стальных, при этом прочность швов не уступает прочности самих материалов.
При прокладке трубопроводов используют трубы, изготовленные из полиэтилена низкого давления марок ПЭ 80 и ПЭ 100. Марка ПЭ 63, более известная потребителям как марка 273 по старой классификации, в настоящее время в трубопроводах практически не применяется.
Трубы из ПЭ 80 выпускаются диаметрами 16-1600 мм и способны выдерживать давление 0,5-1,5 МПа. Такие характеристики позволяют использовать их не только в бытовых целях, но и в промышленном строительстве водопроводов и газопроводов.
Полиэтиленовые трубы ПЭ 100, появившиеся на рынке не так давно, выпускаются диаметрами от 20 до 1600 мм, и пригодны для трубопроводов давлением 1-1,6 Мпа. Отношение наружного диаметра к толщине стенки (SDR) составляет от 7 до 26.
Основные правила сварки
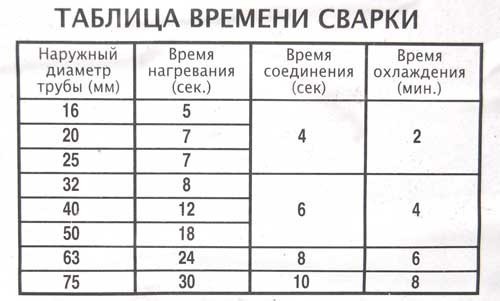
Таблица времени сварки полиэтиленовых труб.
Сварка труб ПНД – один из важнейших этапов прокладки трубопроводов. Под сваркой полиэтилена понимают процесс получения сплошного неразрывного соединения двух элементов в результате их расплавления, взаимного проникновения и последующего остывания. Следует учитывать, что сварке подлежат лишь трубы одной марки, одного диаметра и одной толщины стенки. Соединение изделий различных марок или с разной толщиной стенки возможно только на специальном терморезисторном сварочном аппарате.
Перед началом работы свариваемые концы следует очистить от грязи и обезжирить, при необходимости отторцевать. Свободные концы труб нужно закрыть заглушками во избежание нарушения температурного режима. Весь процесс сварки должен производиться на ровной поверхности. Рекомендуется также минимизировать внешние воздействия. Если сварка проводится на открытых площадках, в случае необходимости нужно поставить заслоны от ветра, в жаркую погоду прикрыть свариваемую поверхность от попадания прямых солнечных лучей. Любые механические воздействия до полного остывания шва должны быть исключены. Сварка полиэтиленовых труб проводится с соблюдением требований пожарной безопасности.
Раструбная сварка
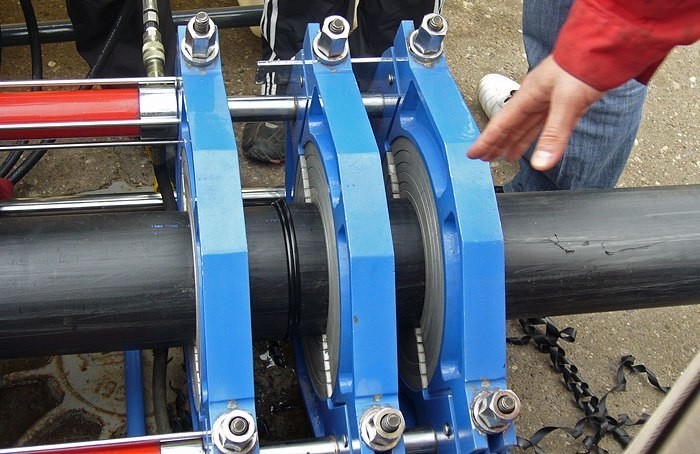
Для соединения труб диаметром более 50 мм лучше использовать механические машины, в комплект которых входит центратор и приспособление для регулировки соосности.
При раструбной сварке трубы соединяются с помощью специальных фитингов, которые навариваются поверх них. Процесс выполняется с использованием ручного или механического сварочного аппарата, который представляет собой нагревательную плиту со сменными тефлоновыми гильзами под различные диаметры и адаптерами для фитинга. С одной стороны труба вставляется в гильзу, с другой – фитинг насаживается на адаптер. Движение происходит постепенно, поскольку наружный диаметр трубы чуть больше внутреннего диаметра гильзы. Аналогично, внутренний диаметр муфты чуть меньше наружного диаметра адаптера. При нагревании излишки скатываются валиком, который называется гратом. После того как обе детали доведены до упора, их снимают и быстро стыкуют, получая прочное герметичное соединение.
Раструбная сварка небольшого диаметра производится ручным аппаратом. Для соединения труб диаметром более 50 мм лучше использовать механические машины, в комплект которых входит центратор и приспособление для регулировки соосности. Угловые фитинги позволяют выполнять соединения под углом.
Стыковая сварка

Процесс соединения встык производится автоматически, что необходимо при работе с большими диаметрами. Режимы сварки задаются вручную.
Сварка труб встык – наиболее распространенный и дешевый способ их соединения. Метод основан на разогреве торцов с последующим соединением встык под давлением. Он применим для соединения труб диаметром свыше 50 мм со стенкой более 5 мм. Не допускается сварка встык неодинаковых по составу полимерных материалов. Желательно, чтобы вся продукция была из одной партии.
Сварка встык выполняется в несколько этапов:
- установка, центровка и фиксация трубы зажимами;
- механическое торцевание;
- проверка соосности;
- разогрев торцов сварочным зеркалом;
- удаление сварочного зеркала, соединение труб встык под давлением;
- остывание.
Стыковое сварочное оборудование подразделяется на ручное, полуавтоматическое и автоматическое. Ручные сварочные аппараты наиболее простые, предназначенные в большей степени для работы с небольшими диаметрами. Все параметры процесса задаются непосредственно сварщиком, исходя из данных таблицы-инструкции. Соединение торцов после нагревания производится вручную.
Полуавтоматические сварочные аппараты оборудованы гидравлической системой, которая включает в себя гидравлическую станцию и центратор. Процесс соединения встык производится автоматически, что необходимо при работе с большими диаметрами. Режимы сварки задаются вручную.
x
http://youtu.be/EmMcv8xfkvU
В автоматических аппаратах участие человека сведено к минимуму. Сварщик задает лишь диаметр, SDR и марку полиэтилена. Остальная вся работа возложена на машину. Стыковая сварка автоматическими аппаратами до минимума сводит риск человеческого фактора, но их стоимость достаточно высока, поэтому чаще применяются полуавтоматы и режим устанавливается вручную по таблице сварщика.
Среди данных, указанных в таблице, нет такого важного показателя, как температура нагревателя. Для всех изделий марки ПЭ 100 она постоянна и равна 220 градусам Цельсия. Для материала ПЭ 80 температура нагрева варьируется от 200 до 220°С в зависимости от толщины стенки. Эти данные представлены на графике.
Обязательным этапом сварочных работ является проверка качества выполненного соединения. В случае брака дальнейшие работы приостанавливаются до исправления конкретного стыка. Сварочные швы проверяются в соответствии с техническими требованиями.
x
http://youtu.be/lmf3lt_Zh2g
Терморезисторная сварка
Терморезисторная сварка ПНД труб – достаточно дорогой метод, но в некоторых случаях он является безальтернативным. Его используют при соединении труб с разной толщиной стенки, изготовленных из разных полимеров, для врезки седловых отводов в существующий трубопровод, при ремонтных работах, а также на сложных и ответственных участках газопроводов и водопроводов.
Технология терморезисторной сварки основана на разогреве интегрированных непосредственно в муфту нагревательных элементов, чаще всего в виде спирали. После сбора конструкции на специальные контакты в муфте подается электрический ток из сварочного аппарата, спирали разогреваются, расплавляя полиэтилен и обеспечивая герметичное соединение. Из-за встроенных в муфту нагревательных спиралей такую сварку называют также электромуфтовой.
x
http://youtu.be/bEe_WcY6STk
Весь технологический процесс выглядит следующим образом:
- Деформированные концы труб обрезают. По длине посадки муфты трубу зачищают скребками или зачистными устройствами с целью удаления загрязненного наружного слоя и оксидной пленки. Как правило, глубина снимаемой стружки составляет 0,1-0,2 мм, но она не должна превышать допустимые для определенных диаметров нормы. Для более легкого одевания муфты по торцу делают фаску. Муфта механической обработке не подвергается, так как можно повредить спираль. После этого поверхности протирают салфеткой, смоченной в спирте или в специальной жидкости.
- Трубы и муфты закрепляют на позиционере – устройстве для фиксации и центрирования. Седловые отводы фиксируют на магистральной трубе.
- Сварочный аппарат подсоединяют к электрической сети, кабели выводят на клеммы закладного нагревателя.
- На аппарате выставляют режим сварки, который отображается на дисплее.
- После нажатия кнопки «пуск» весь процесс переходит в автоматический режим.
- Сварщик визуально на дисплее контролирует процесс и по индикаторам определяет образование соединения.
- По завершению сварки труба должна остыть, после чего ее извлекают из зажимов позиционера и маркируют.
Если к магистральному трубопроводу приваривается седловой отвод, то операция производится в следующей последовательности:
- Приваривается сам отвод. В случае обнаружения некачественной сварки он бракуется и рядом с ним приваривается новый отвод.
- Период охлаждения требуется дополнительно увеличить на 15-20 минут. После этого выполняется сверловка (фрезерование) стенки магистральной трубы через отвод для соединения полостей магистральной трубы и отвода.
- После установки отвода к его патрубку приваривается отводная труба.
x
http://youtu.be/OEZs_TVGMFI
Контроль качества обязателен. Детали должны прилегать плотно, соблюдение соосности – один из основных критериев.